Làm sao để đánh giá độ chính xác của máy đo 3D CMM (ISO-10360)
Tiêu chí đánh giá độ chính xác của máy đo 3D CMM dựa vào ISO 10360
Vào năm 1994, tiêu chuẩn quốc tế ISO 1036 “công nhận, kiểm tra và kiểm tra lại máy CMM” có hiệu lực. Tiêu chuẩn này chỉ ra các bước cơ bản để kiểm tra máy 3D CMM. Tiêu chuẩn máy đo quốc tế GB/T16857.2-1997 “Máy đo 3D CMM Kiểm tra hiệu suất của máy CMM” đang được áp dụng ở Trung Quốc tương đương với tiêu chuẩn ISO.
Tiêu chuẩn ISO 10360 “Thông số kỹ thuật hình học sản phẩm – Công nhận, Kiểm tra và Kiểm tra lại máy CMM”. Gồm các phần như sau:
- Phần 1: Các thuật ngữ.
- Phần 2: Máy 3D CMM đo kích thước tuyến tính.
- Phần 3: Máy 3D CMM với trục bàn máy quay là trục thứ tư.
- Phần 4: Máy 3D CMM kiểu quét.
- Phần 5: Máy 3D CMM với hệ thống thăm dò đa kim đo.
- Phần 6: Đánh giá lỗi để tính toán các tính năng liên quan đến Gaussian.
Tiêu chuẩn ISO gồm ba thông số chính: sai số cho phép lớn nhất của phép đo chiều dài (MPEE - maximum permissible indication error of length measuring), sai số thăm dò tối đa cho phép (MPEP - maximum permissible probing error), sai số thăm dò quét tối đa cho phép của phép đo quét (MPETHP - maximum permissible scanning probing error for scanning measuring).
Trước khi mua máy đo, người dùng nên làm quen với các tiêu chuẩn đã được công nhận của máy CMM. Dưới đây là phần giới thiệu ngắn gọn về tiêu chuẩn ISO 10360:

ISO 10360-1 (2000) “Các thuật ngữ”
Các tiêu chuẩn định nghĩa các thuật ngữ liên quan đến máy đo 3D CMM như “hệ thống đầu dò” hoặc “quả cầu tiêu chuẩn”. Do vậy, chúng tôi không trình bày nó ở đây.
ISO 10360-2 (2001) “CMM đo kích thước tiếp tuyến”
Đánh giá theo các thông số: sai số cho phép lớn nhất của phép đo chiều dài MPEE và sai số thăm dò tối đa cho phép MPEP:
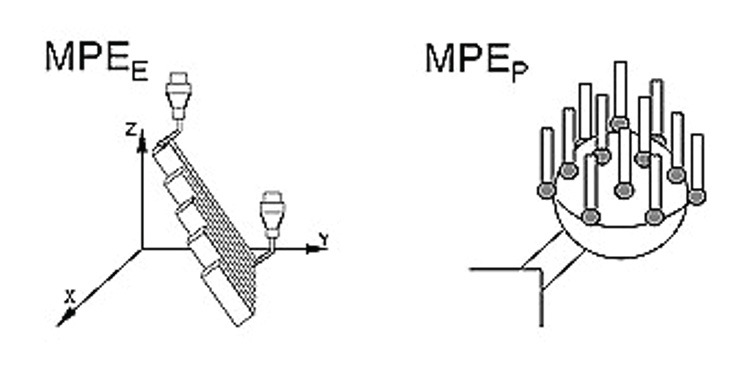
- Sai số cho phép lớn nhất của phép đo chiều dài MPEE:
Đo 5 khoảng cách của vùng cần đo trong 7 vị trí của diện tích cần đo và chiều dài mỗi vùng sẽ được đo 3 lần và tất cả kết quả đo được phải nằm trong phạm vi MPEE. - Sai số thăm dò tối đa cho phép MPEP:
Sử dụng 25 điểm để đo quả cầu tiêu chuẩn chính xác với điểm thăm dò được phân bố đồng đều. Sai số thăm dò tối đa cho phép MPEP là giá trị lớn nhất của tất cả bán kính đo được.
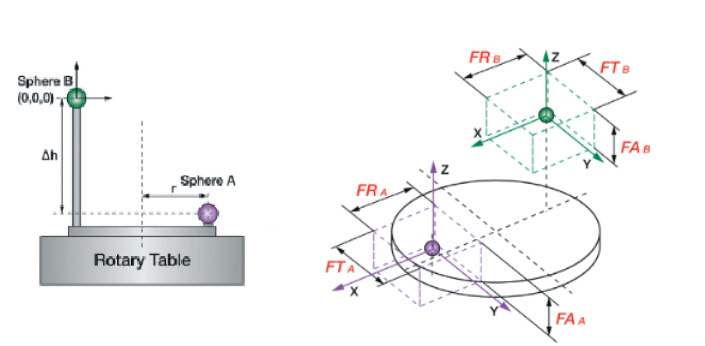
ISO 10360-3 (2000) “CMM với trục bàn quay là trục thứ tư”
Đối với máy đo có bàn xoay, sai số phép đo được xác định trong phần này, chủ yếu bao gồm 3 chỉ số: sai số bốn trục hướng tâm FR, sai số bốn trục tiếp tuyến FT và sai số bốn trục dọc FA.
ISO 10360-4 (2003) “CMM kiểu quét điểm”
Phần này áp dụng cho máy 3D CMM có chức năng quét điểm liên tục. Nó cho biết lỗi đo trong chế độ quét.
Hầu hết các nhà sản xuất máy 3D CMM đã định nghĩa “lỗi thăm dò quét không gian theo THP”. Bên cạnh đó, tiêu chuẩn cũng xác định lỗi thăm dò quét theo THN, TLP và TLN.
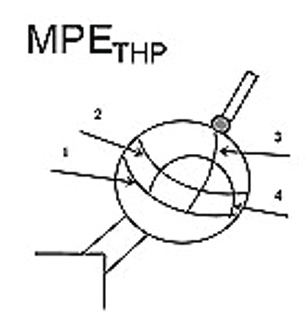
Sai số thăm dò quét tối đa cho phép của phép đo quét MPETHP:
Quét dọc theo bốn tuyến đường được đưa ra trong quả cầu tiêu chuẩn; Sai số thăm dò quét tối đa cho phép của phép đo quét MPETHP là giá trị chênh lệch tối đa của tất cả các bán kính quét. Lưu ý: Hướng dẫn THP phải được bao gồm tổng thời gian đo, ví dụ. THP=1.5um (thời gian quét là 72 giây). THP mô tả các đặc điểm quét trên điểm với mật độ hầu hết được quét dọc theo các tuyến đường đã biết. ISO 10360-4 còn chỉ ra rằng TLP: quét với mật độ điểm thấp đọc theo tuyến đường đã biết. THN: quét với mật độ điểm cao dọc theo tuyến đường đã biết và TLN: quét mật độ điểm thấp dọc theo tuyến đường chưa biết.
Tại Việt Nam, Công ty TNHH Công nghệ M (MTECHNOLOGY) là đơn vị tư vấn và cung cấp Máy đo 3D CMM, sẽ hỗ trợ quý khách lựa chọn máy đo 3D CMM có độ chính xác phù hợp. Đừng ngần ngại liên hệ với chúng tôi hoặc xem thêm Danh sách các Máy đo 3D CMM, hãng Leader Metrology, do chúng tôi làm đại diện phân phối chính thức.